
Công Ty Gia Công Mạ Kẽm Nhúng Kẽm Nóng Uy Tín Tại TP.HCM
Mạ kẽm nhúng nóng bao nhiêu tiền 1 kg ? Gia công mạ kẽm sắt thép là gì ? Đơn giá mạ kẽm nhúng nóng ? Đơn giá mạ kẽm điện phân ra sao ? Quy trình mạ kẽm nhúng nóng sắt thép theo tiêu chuẩn chất lượng như thế nào ? Ứng dụng của thép mạ kẽm nhúng nóng ra sao ?
Đây là một số câu hỏi mà quý vị khách hàng là chủ đầu tư, nhà thầu thường xuyên quan tâm đến đặc biệt là vấn dề đơn giá mạ kẽm nhúng nóng cho từng kết cấu, là công tác phục vụ cho việc dự toán công trình phục vụ cho việc đấu thầu báo giá dự án chính xác nhất tại thời điểm.
Mọi người cùng tham khảo câu trả lời dưới đây nhé !
HỎI VÀ ĐÁP : ĐƠN GIÁ MẠ KẼM NHÚNG NÓNG SẮT THÉP BAO NHIÊU TIỀN ?
Trả lời :
– Giá gia công mạ kẽm nhúng nóng 1 kg dao động từ 6000 đồng cho đến 7000 đồng. Đây là mức giá trung bình của những kết cấu thông thường, tùy thuộc vào các đối tượng kết cấu linh kiện phụ kiện mạ kẽm sẽ có những mức giá khác nhau.
Mời các bạn cùng tham khảo qua về công nghệ mạ kẽm nhúng nóng tại Asean Steel nhé !
Định nghĩa Mạ kẽm nhúng nóng ?
Nhúng kẽm là một trong những công việc bảo vệ bề mặt bằng phương pháp phủ lên bề mặt kim loại một lớp kẽm mỏng bằng cách nhúng kẽm loại bảo vệ đã qua xử lý bề mặt vào một bể chứa kẽm nóng chảy
Trong các kỹ thuật tạo bề mặt phổ biến cho thép thì nhúng kẽm là phương pháp tạo bề mặt chống hen gỉ tốt nhất. Trong quá trình mạ kẽm kim loại được nấu thành hợp kim với chất nề. Vì thế lớp kẽm mạ sẽ không bị tróc ra như khi dùng dơn tại ra lớp bảo vệ vĩnh cữu cho chất nền.

Năm 1836, Sourel là một nhà hóa học người Pháp đã nhận bằng sáng chế về phương pháp bảo vệ bề mặt sắt thép bởi lớp phủ kẽm bằng cách nhúng chi tiết vào bể kẽm bảo vệ bề mặt sắt thép bởi lớp phủ kẽm bằng cách nhúng chi tiết vào bề kẽm nóng chảy sau khi đã xử lý bề mặt chi tiết bởi axit sulfuric 8% và nhúng qua amonium chlride.
Một bằng sáng chế khác của nước Anh cũng đã được công nhận vào năm 1837
– Từ năm 1850, mỗi năm nền công nghiệp mạ kẽm nhúng nóng ở Anh dùng hơn 12.000 tấn kẽm cho việc bảo vệ sắt thép. Mạ kẽm nhúng nóng để bảo vệ như truyền tải điện, công trình giao thông, nhà máy giấy, nhà máy hóa chất….
Hơn 160 năm qua, mạ kẽm nhúng nóng đã chứng tỏ có một lịch sử hình thành công trong thương mại như một phương pháp chống ăn mòn trong vô số các ứng dụng khắp thế giới.
Tầm quan trọng của phuognw pháp mạ kẽm nhúng nóng
– Dùng lớp phủ bảo vệ hay còn gọi là bảo vệ rào chắn để cách ly bề mặt kim loại tiếp xúc với chất điện dung trong mô trường ngoài là phương pháp cổ xưa nhất và được ứng dụng rộng rãi nhất trong việc bảo vệ chống ăn mòn. Hai thuộc tính quan trọng nhất của lớp bảo vệ rào chắn chính là sự bám dính vào bề mặt kim loại nền cà độ bền của lớp phủ.
Sơn là một số ví dụ điển hình về lớp bảo vệ rào chắn
Anot hi sinh là một trong phương pháp quan trọng để tránh ăn mòn, bản chất của Anot hi sinh là làm thay đổi phần từ của mạch ăn mòn, tạo nên một phần từ của mạch ăn mòn và đảm bảo rằng kim loại nền trờ thành phần từ của mạch ăn mòn mới và đảm bảo rằng kim loại nền trờ thành phần từ Catot của mạch này
Mạ kẽm nhúng nóng là phương pháp đồng thời cung cấp được hai phương pháp bảo vệ chống ăn mòn đó là bảo vệ rào chắn và anot hi sinh.

ỨNG DỤNG CỦA PHƯƠNG PHÁP MẠ KẼM NHÚNG NÓNG
Phương pháp mạ kẽm nhúng nóng được sử dụng để bảo vệ bề mặt cho các kết cấu chống bị ăn mòn :
– Xử dụng trong công trình triển khai đường dây điện cao thế
– Kết cấu thép cỡ lớn : Dàn khoan dầu khí, dầm cầu, dầm nhà tiền chế, cột thép cao, hệ thống thủy điện, cửa van cống, vỏ tàu, đường ống…
– Trạm BTS, cột anten, trụ anten, cột điện
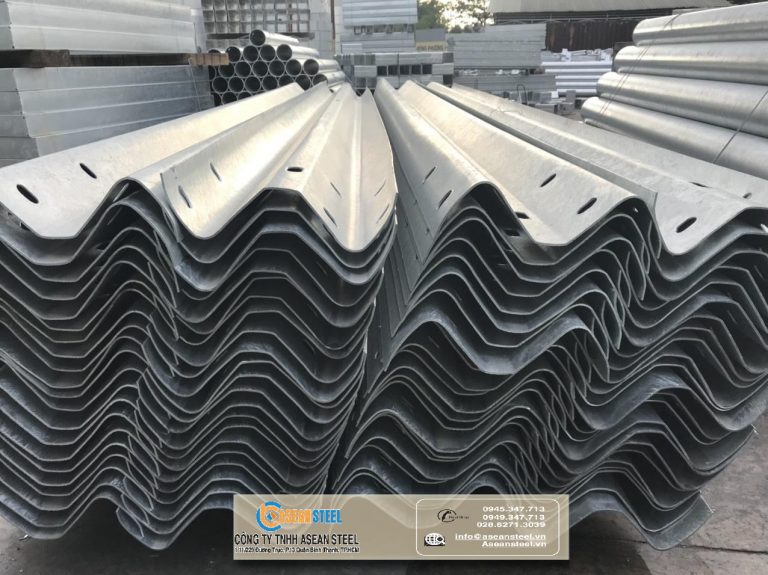
– Hiện nay các sản phẩm mạ kẽm nhúng nóng tại Việt Nam chủ yếu dùng cho các phụ kiện đường dây tải điện được làm bằng thép, các tháp truyền hình, các hộ lan can mềm bảo vệ đường cao tốc, cột đèn chiếu sáng đô thị.
Mạ kẽm nhúng nóng đã được chứng minh là cách bảo vệ ưu việt cho các công trình nên hầu như tất cả các công trình của ngành điện nay đều sử dụng sắt thép được mạ kẽm nhúng nóng
Tuổi thọ của lớp mạ kẽm
Tuổi thọ phục vụ mong đợi được định nghĩa là tuổi thọ cho tới khi 5% bề mặt xuất hiện lớp gỉ sắt. Thực tế sử dụng nhiều năm trước đây ở một số nước cho thấy với độ dày 100 đến 150 microm nói chung lớp mạ phun cho tuổi thọ 15 đến 20 năm
Nếu có một lớp phun hổ trợ thường đạt 25-30 năm trong điều kiện bình thường.
Quy trình các bước mạ kẽm nhúng nóng

BƯỚC 1 : TẨY SẠCH DẦU MỠ
Trong quá trình sản xuất để bảo vệ các sản phẩm thép không bị gỉ sét nhà sản xuất luôn phủ lên bề mặt sản phẩm một lớp dầu mỡ hoặc sơn đen, nên trước khi mạ kẽm nhúng nóng nếu không tẩy rữa hoặc không xử lỹ lớp dầu mỡ và tạp chất này, khi mạ kẽm nhúng nóng sẽ không bám hoặc bám nhưng không bền chắc, lớp mạ kẽm nhúng nóng có màu sắc không sáng.
Nên việc tẩy dầu mỡ và các tạp chất trở nên rất cần thiết được thực hiện trong bể dung dịch kiểm nguội có thêm phụ gia. Cụ thể : Sử dụng dung dịch kiềm nồng độ 12% tuy nhiên tùy thuộc theo mức độ bẩn nhiều hay ít, thời gian ngâm : 30 phút, nhiệt độ 40 – 50 độ C
BƯỚC 2 : RỬA SẠCH SẢN PHẨM
Mục đích của việc rửa sạch lượng kiềm bám dính thông qua bể nước tràn để khồn có phản ứng trung hòa khi mang qua bể axit và váng dầu mỡ
BƯỚC 3 : TẨY HEN GỈ
Sau khi được nhugns rửa sạch kim loại được nhúng vào vể chứa dung dịch Axit Clohydric ( HCI ) trong nước với một lượng nhỏ chất phụ gia có tác dụng kìm hãm axit ăn mòn bề mặt thép và hạn chế axit bay hơi
Cụ thể :
– Nồng độ axit : 8 – 15%
– Thời gian ngâm : 20 – 60 phút tùy theo mức độ gỉ nhiều hay ít
– Nhiệt độ dung dịch : 10 – 30 độ C
BƯỚC 4 : RỬA SẠCH VỚI NƯỚC LẠNH
Sau đó sản phẩm được rửa sạch axit và clorua sắt hình thành trong quá trình tẩy rửa bằng nước lạnh trong bể tràn nếu không còn gỉ sét cùng tạp chất bám trên bề mặt sẽ chuyển sang khâu xử lý hóa chất

BƯỚC 5 : TẠO LỚP BÁM DÍNH
Mục đích làm tăng độ thấm ướt của kẽm lên bề mặt chi tiết sản phẩm khi mạ nhúng
Cụ thể :
+ Dung dịch : Kẽm clorua, amoni clorua
+ Nhiệt độ dung dịch : 60 – 80 độ C
+ Thời gian ngâm : 2 – 3 phút
+ Tỷ trọng dung dịch : 15 – 20 độ Be
+ Hàm lượng Fe < 1.5 gam/lít
BƯỚC 6 : TIẾN HÀNH MẠ KẼM NHÚNG NÓNG
Trong bước này vật liệu được nhúng hoàn toàn trong bể kẽm nóng chảy tối thiểu 98% kẽm nguyên chất, hóa chất trong bể kẽm nóng chảy được chỉ định tiêu chuẩn ASTM ( hoặc tương đương )
Nhiệt độ bể kẽm duy trì khoảng 464 độ C. Các sản phẩm gia công được nhúng trong bể đủ lâu để đạt tới nhiệt độ của bể mạ, các chi tiết được bỏ ra chậm khỏi bể mạ và lượng kẽm dư được loại bỏ bằng cách tự chảy, rung hoặc li tâm. Các phản ứng lý hóa trong quá trình xử lý vẫn diễn ra khi nhiệt độ chi tiết gần với nhiệt độ bể mạ. Các chi tiết được làm nguội bằng nước hay trong nhiệt độ không khí môi trường ngay sau khi bỏ ra khỏi bể mạ
BƯỚC 7 : TẠO LỚP BẢO VỆ
Mục đích : Bảo vệ lớp mạ kẽm
Hiện nay có hai phương pháp thường được sử dụng để tạo lớp bảo vệ cho sản phẩm cromat hóa và sơn phủ
Sau khi được làm nguội sản phẩm được đưa vào quy tình sau để sơn phủ
BƯỚC 8 : KIỂM TRA SẢN PHẨM
Hai thuộc tính quan trọng của lớp mạ kẽm nhúng nóng được xem xét cẩn thạn sau khi mạ là độ dày lớp mạ và biểu hiện của lớp mạ. Tiêu chuẩn ASTM ( hoặc các tiêu chuẩn tương đương ) đã đưa ra tiêu chuẩn tối thiểu về độ dày lớp phủ kẽm nóng cho các loại chi tiết trong các lĩnh vực khác nhau
Các yếu tố ảnh hưởng tới độ dày và biểu hiện của lớp mạ kẽm bao gồm
– Thành phần hóa học của thép
– Điều kiện bề mặt
– Nhiệt độ bể mạ
– Thời gian nhúng trong bể mạ
– Tốc độ lấy ra khỏi bể mạ
– Tốc độ làm nguội thép
Kiểm tra bề mặt sản phẩm bằng mắt và máy đo chiều dày lớp xi mạ bằng máy đo chuyên dụng. Máy được thiết kế dựa trên nguyên tắc cảm ứng từ để đo chiều dày lớp mạ kẽm trên bề mặt vật liệu thép.
Nếu kết quả không đạt sẽ được trả về tiến hành mạ lại.

Quy trình gia công mạ kẽm nhúng nóng tại công ty STEELVINA
Bước 1 : Lắng nghe nhu cầu kết cấu phụ kiện sắt thép cần gia công mạ kẽm
Bước 2 : Nhân viên kinh doanh sẽ trực tiếp báo giá cho tiết qua hình ảnh, độ dày, kích thước và số lượng
Bước 3 : Thống nhất đơn giá và thời gian thi công
Bước 4 : Khách hàng vận chuyển sản phẩm cần mạ đến khi Asean Steel
Bước 5 : Nhận hàng và thanh toán 100%
Liên hệ ngay để nhận bảng báo giá chi tiết mạ kẽm nhúng nóng mới nhát hôm nay
Nếu vị khách hàng có nhu cầu mạ kẽm nhúng nóng sắt thép mọi chi tiết xin vui lòng liên hệ đến văn phòng kinh doanh qua số máy 24/7 :
0968.38.40.42 – 090.567.30.51
Phòng Kinh Doanh
STEELVINA.COM hổ trợ giao nhận hàng hóa tại nội thành Thành Phố Hồ Chí Minh bao gồm các quận huyện :
Quận 1, Quận 2, Quận 3, Quận 4, Quận 5, quận 6, Quận 7, Quận 8, Quận 9, Quận 10, Quận 11, Quận 12, Quận Gò Vấp, Quận Tân Bình, Quận Bình Tân, Quận Tân Phú, Quận Thủ Đức, Quận Phú Nhuận, Huyện Hóc Môn, Huyện Củ Chi, Huyện Nhà Bè, Huyện Bình Chánh….

Đối với các đơn hàng ở các tỉnh thành toàn quốc chúng tôi hổ trợ giao nhận tận nơi tại dự án công trình :
+ Thành Phố Hồ Chí Minh, Vũng Tàu, Biên Hòa, Đồng Nai, Bình Thuận, Ninh Thuận, Bình Phước, Tây Ninh….
+ Long An, Tiền Giang, Hậu Giang, Cần Thơ, An Giang, Đồng Tháp, Vĩnh Long, Bạc Liêu, Cà Mau. Trà Vinh…..
+ Lâm Đồng, Khánh Hòa, Quảng Nam, Quảng Ngãi, Quảng Bình, Quảng Trị, Thừa Thiên Huế, Hà Tĩnh, Nghệ An, Đà Nẵng, Kon Tum, Gia Lai, Đắc Lak, Đắc Nông,…
+ Hà Nội, Thanh Hóa, Quảng Ninh, Hà Nam, Hà Giang, Bắc Ninh, Bắc Cạn, Sơn La, Tuyên Quang, Hải Phòng, Nam Định, Ninh Bình, Yên Bái, Vĩnh Phúc…
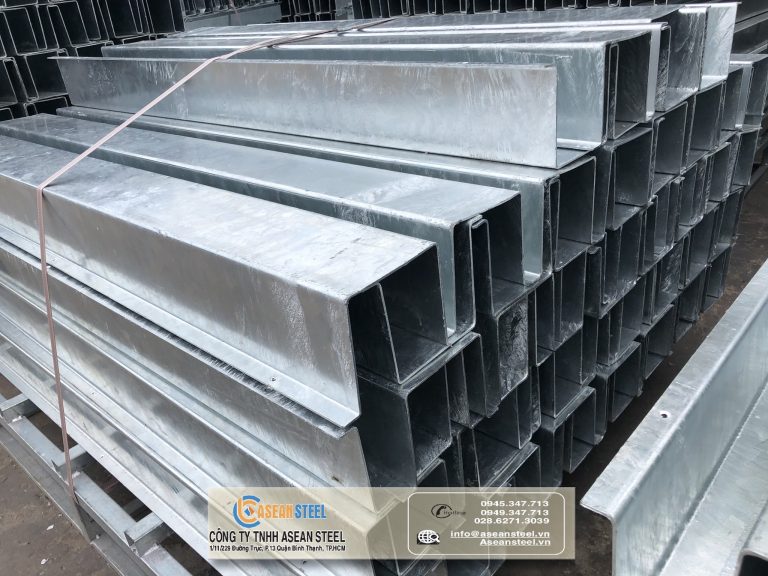
Ngoài cung cấp dịch vụ mạ kẽm nhúng nóng và mạ kẽm điện phân chúng tôi còn nhận phân phối đen và thép mạ kẽm bao gồm :
– Thép hình I-U-V-H-A-L-C-Z mạ kẽm, thép tấm mạ kẽm, thép ray mạ kẽm, thép ống mạ kẽm,. thép hộp mạ kẽm, thép bản mã mạ kẽm, thép mặt bích mạ kẽm, thép la mạ kẽm, thép tròn trơn mạ kẽm, sắt xây dựng mạ kẽm, thép cuộn mạ kẽm. thép xà gồ C-Z mạ kẽm, thép cọc cừ larsen…
Đánh Giá

